")
При выполнении сварочных работ, от самого начала и до конца, необходима проверка, подтверждающая качество результата.
С течением времени эксплуатации конструкции, на которую накладывался сварочный шов, может потребоваться повторное обследование, чтобы удостовериться в сохранности соединения и безопасности использования изделия.
Для этого применяется визуальный и измерительный контроль сварных соединений. Его параметры определяет ГОСТ 23479-79. В чем суть метода? Какие дефекты им можно выявить? Когда и как он проводится?
- Определение
- Что выявляет метод
- Преимущества и недостатки
- Когда проводится
- Используемые инструменты
- Визуально-измерительный контроль сварных соединений
- Общая информация
- Инструменты для контроля
- Акт визуального осмотра сварных швов. образец и бланк 2018
- Как производится проверка сварных швов
- Зачем нужна проверка сварного шва
- Кто осуществляет осмотр и составляет акт
- Формат акта
- Особенности оформления акта визуального осмотра сварных швов
- Регистрация и хранение акта
- Образец акта визуального осмотра сварных швов
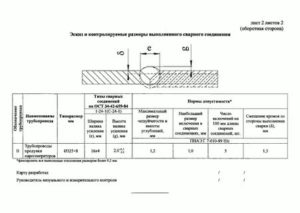
- Акт визуального и/или измерительного контроля качества сварных швов в процессе сварки соединения сварной конструкции (рекомендуемая форма)
- Как правильно составить акт визуального осмотра и контроля сварных швов? Необходимые сведения для внесения
- Для чего необходима проверка сварного шва
- Кем и как проводится визуальный осмотр, и составляется акт
- Необходимые приборы
- Как правильно оформить акт визуального осмотра сварных швов
- Порядок оформления
- Сведения, которые должны быть занесены в акт
- Способы контроля качества сварочных швов
- Методы проверки
- Внешний осмотр
- Капиллярный метод
- Проверка сварных соединений на проницаемость
- Пневматический способ
- Гидравлический способ
- Магнитная дефектоскопия
- Ультразвуковая дефектоскопия
- Радиационный метод
- Оформление документации
Определение
Визуальный контроль качества — это процедура обследования места соединения как до, так и после выполнения шва. Целью проверки является удостоверение в том, что все этапы работы выполнены в соответствии с правилами.
Несоблюдение стандартов может привести к разрушению конструкции, травмам и смерти. Технологические нарушения из-за игнорирования стандартов преследуются по закону.
В связи с этим разработан ГОСТ, который регламентирует порядок и способ проведения осмотра, а так же ведение соответствующей документации.
Измерение швов и соединений с применением оптических инструментов и шаблонов — это неразрушающий контроль, позволяющий сохранить целостность конструкции и его стыков, но дающий определенное представление об их состоянии. В случае обнаружения подозрений на скрытые дефекты назначается обследование другими способами (ультразвук, спектроскопия).
визуально измерительный контроль сварных соединений
Для проведений обследования приглашается специалист-контролер, который должен пройти соответствующее обучение и иметь аттестат. Контроль осуществляется зрительно, с использованием оптического инструмента, измерительных приспособлений и тактильных ощущений (относится к определению шероховатости шва). Оценка и все замечания заносятся в акт освидетельствования и сохраняются.
Что выявляет метод
Визуальный контроль сварных соединений, проводимый невооруженным глазом, помогает выявить ряд дефектов:
- неправильный катет шва;
- ошибочные пропорции относительно ширины и высоты наплавленного металла;
- прожоги;
- редкую чешуйчатость;
- открытые кратеры сварочной ванны;
- наплывы металла;
- подрезы высокой силой тока;
- изменение цвета металла (из-за перегрева или неправильного материала присадки);
- непроваренные участки.
Если использовать дополнительное увеличительное оборудование, то неразрушающий контроль позволяет обнаружить:
- трещины (продольные и поперечные);
- расслоения в структуре металла;
- коррозионные повреждения;
- поры из-за выходящего углерода;
- риски от твердых включений в сплаве;
- раковины;
- забоины;
- надиры;
- смещение шва относительно линии соединения;
- брак в защитных покрытиях из полимера или краски.
На подготовительных этапах неразрушающий контроль позволяет оценить насколько качественно скошены кромки под стык, и как тщательно очищена поверхность от ржавчины, краски и мусора. Этот метод контролирует и накладку маркировки или клейма на готовые швы, а так же соответствие вида клейма конкретному соединению.
Преимущества и недостатки
Измерительный контроль сварных швов, согласно ГОСТ 23479-79, относится к первичным способам обследования, после реализации которого принимается решение о последующей проверке иными методами. Его преимущество заключается в следующем:
- простота проведения процедуры;
- небольшое количество затрачиваемого времени;
- отсутствие сложного и дорогого оборудования;
- дает достаточно информации (лишь только то, что снаружи) относительно качества соединения;
- легко перепроверить результат.
Контроль качества сварных швов должен проводиться как на стадии перед проведением работ, так и во время выполнения всех манипуляций, и даже после окончания рабочего процесса, для комплексной диагностики и оценки результата. Но этот метод является несовершенным, поскольку имеет и ряд недостатков:
- при обследовании можно делать заключения основывать лишь на видимой части шва, при этом внутренне состояние остается неизвестным;
- результат зависит от субъективной оценки и профессионализма контролера;
- подходит только для обнаружения крупных дефектов размером до 0,1 мм.
Когда проводится
Визуально измерительный контроль может проводиться на различных этапах работы. Это относится к обследованию входящих деталей под сварку. Проверяется соответствие маркировки самому материалу, а также целостность металла (отсутствие брака при литье и прокате).
На следующей стадии контролируется сборка деталей под сварку, правильность очистки поверхности от мусора, коррозии и масла. Обращается внимание на выполнение разделки кромок, которая должна соответствовать толщине металла и сварочному току, а также виду соединения.
https://www.youtube.com/watch?v=JZZ6FPKiOrE
После окончания сварочных работ исследуются швы на все виды дефектов, которые возможно выявить визуально: раковины, подрезы, непровары, поры, трещины и т. д. Если работа заключается в наплавке нескольких слоев на изношенную конструкцию, то освидетельствование производится после выполнения каждого слоя. После окончания всех работ происходит итоговая сдача изделия с актом проверки.
Визуальный измерительный метод может быть применен и на уже введенной в эксплуатацию конструкции, если срок службы сварных швов подходит к концу. При любом подозрении на ухудшение качества соединений, во избежание поломок или травм, заказывается экспертиза контролера.
Используемые инструменты
ГОСТ 23479-79 указывает и на применение конкретного оборудования и инструментов для качественного исследования визуальным способом. Он делится на приборы цехового назначения, которые способны работать при температуре от +5 до +20, и приборах полевого применения, функционирующих от -55 до +55 градусов. В эти инструменты входят:
- измерительные лупы;
- сварочные шаблоны для проверки параметров геометрии швов;
- угольники для проверки 90 градусов;
- нутрометры;
- угломеры с нониусом;
- щупы для контроля выдержки зазоров;
- микрометры;
- толщинометры для определения стенок трубопроводов;
- калибры;
- штангельциркули;
- линейки и рулетки.
Для надлежащего обследования и контроля необходимо хорошее освещение, поэтому у контролера всегда должен быть фонарик и дополнительные осветительные установки.
В некоторых случаях применяются микроскопы и бороскопы. Это позволяет точнее определить характер дефекта и его серьезность.
Если изделие находится на большой высоте, и нет возможности доставить туда специалиста, то используются бинокли различной мощности.
Бывает, необходимость визуального контроля возникает на конструкциях, куда невозможно доставить контролера, и с которыми нем прямого визуального контакта. Это может быть под землей в специализированных тоннелях, или в среде с высокой температурой и опасным радиационным фоном.
Тогда для поиска и анализа дефектов применяются дистанционные платформы с видеонаблюдением и телевизионные установки, по которым контролер может наблюдать за обследуемым участком. В дополнение к роботизированным системам устанавливается световое оборудование.
Но эти автоматизированные средства применяются крайне редко при визуальном методе контроля сварных соединений.
Визуальное освидетельствование производится в несколько этапов, каждый из которых направлен на выявление определенных дефектов. Первое, что делает каждый контролер — это осматривает шов невооруженным глазом. Так можно обнаружить поры, трещины, подрезы, которые ослабляют место соединения.
Легко находятся непроваренные участки и раковины. Если сварщик не выполнил «замок» и оставил кратер от сварочной ванны, то это тоже не сложно заметить. Грубая чешуя, наплывы металла, и слишком зауженный шов, будут свидетельствовать о нарушении технологии.
Если обследуется уже эксплуатируемое соединение, то визуально легко заметна коррозия.
После такого обследования выполняется второй этап контроля — изучение шва с оптическими приборами. Это помогает детализировать участок и уточнить параметры дефекта. Используются лупы, микроскопы, бороскопы.
Например, если при визуальном осмотре были выявлены риски, но непонятна их глубина, изучение места под микроскопом поможет определить степень серьезности дефекта и необходимость в других методах освидетельствования.
Третьим этапом контроля является измерение параметров сварного соединения инструментальными средствами. Меряется длина шва и сопоставляется с необходимым стандартом для данного участка с его нагрузками.
Выводится катет наплавленного металла. Штангенциркулем определяется высота шва и ширина. Все это сопоставляется с толщиной стенки основного металла.
Угольником меряется правильность установки сторон и отсутствие смещений при эксплуатации.
https://www.youtube.com/watch?v=qBf24cIxYuU
После всех этапов осмотра составляется акт, куда заносятся все найденные дефекты, описывается состояние соединения, и рекомендации по привлечению других методов контроля.
Визуальное изучение качества шва позволяет быстро получить информацию о его состоянии. Задействование несложного оборудования делает метод доступным во многих условиях. А своевременное проведение этого метода контроля позволит долго функционировать сварочным конструкциям.
Поделись с друзьями
0
0
0
0
Визуально-измерительный контроль сварных соединений
Любые металлоконструкции и металлоизделия при их выпуске проходят визуально измерительный контроль сварных соединений. Это необходимо для оценки качества сварных швов и их проверки на соответствие нормам. Глобально контроль соединений можно поделить на две группы: разрушающий и неразрушающий.
Ко второй группе относят методы контроля, негативно влияющие на структуру соединения. А к первой группе относят методы, которые никак не влияют на качество шва. Как вы понимаете, методы из первой группы всегда предпочтительнее и самый простой метод контроля — визуальный. Визуальный контроль проводят всегда, это обязательная процедура.
Его можно использовать как самостоятельный метод либо в сочетании с иными методами контроля.
Именно с визуального контроля начинается проверка качества любого сварного соединения, поскольку такой метод не требует дорогостоящего оборудования и особой квалификации.
Говоря, что визуальный и измерительный контроль сварных соединений не требует квалификации, мы не лукавим: на многих предприятиях эту задачу поручают непосредственно сварщику, поскольку он может прямо на месте обследовать шов и выявить видимые дефекты.
Более того, сварщик должен проводить визуальный контроль на протяжении всего сварочного процесса. И поскольку визуальный метод контроля качества является одним из старейших, он не меняется каждые 5-10 лет из-за развития технологий.
Общая информация
Визуальный и измерительный контроль сварных соединений (сокращенно ВИК) — это метод контроля качества, выполняемый с помощью визуального осмотра либо с применением простейших измерительных инструментов (о них мы поговорим далее). С помощью визуального осмотра выявляются крупные дефекты, а с помощью инструментов выявляются мелкие дефекты, сразу незаметные глазу.
ВИК сварных соединений нужно проводить с внешней стороны сварного соединения. Выполняя контроль с внешней стороны можно использовать все способы визуального и измерительного контроля, а значит с большей точностью заполнить акты. Работу выполняет либо сварщик, либо специальный контролер. В любом случае, во время проверки могут использоваться специальные инструменты.
Инструменты для контроля
Чемодан контролера состоит из большого количества разнообразных инструментов контроля качества.
Все инструменты могут иметь разное предназначение: одни используются в цехах при нормальной температуре, а другие призваны для работы в полевых условиях, когда контролю может препятствовать плохая погода, например. Самый главный инструмент для контроля — лупа.
Используются разные типы луп (телескопические, обзорные и прочие). С помощью лупы можно произвести первичный визуальный контроль. Также можно использовать микроскоп.
Обязательный набор инструментов может состоять из нескольких позиций. Контролер вправе сам решать, какие инструменты использовать в своей работе, поэтому не существует четкого перечня линеек и луп, которые должен использовать каждый специалист.
Тем не менее, в арсенале контроля можно встретить не только лупы и линейки, но еще и различные угольники, штангенциркули, щупы, толщиномеры, калибровщики, рулетку, разнообразные шаблоны и нутромеры. И это далеко не весь список.
Сейчас в магазинах можно без труда отыскать готовые наборы со всеми необходимыми инструментами.
https://www.youtube.com/watch?v=r-ae4lawWIk
Тем не менее, ВИК можно осуществить и с помощью минимального количества инструментов, не обязательно иметь целый чемодан. Естественно, в таких случаях неминуем человеческий фактор, поэтому контроль нужно проводить тщательно и неоднократно.
Ведь акт, в котором вы укажете все дефекты, приравнивается к полноценному документу. И если что-то пойдет не так, вашу объективность поставят под сомнение. Кроме того, вы должны указать в акте все инструменты, которые использовали при контроле.
И чем и больше, тем лучше.
Если нужно провести более тщательный контроль (его также называют визуально-оптическим), могут использоваться специальные увеличительные приборы. Так для поиска скрытых от глаз дефектов используют эндоскопы, дефектоскопы и специальные видеокамеры. Также возможен контроль на расстоянии. Для этих целей используют бинокль, телескопическую лупу или зрительную трубу.
Бывают ситуации, когда визуальный осмотр шва просто невозможен или может навредить здоровью контролера. Например, если деталь находится в зоне с повышенным радиационным или температурным фоном. Также порой деталь находится в таком положении, что у контролера нет возможности качественно оценить сварное соединение.
Раньше такие случаи становились настоящей проблемой, но сейчас используются специальные платформы, на борту которых есть дистанционное управление. Также могут использоваться тепловизоры и даже роботизированная техника.
Применением перечисленных выше приборов позволяет проводит достаточно объективный визуальный контроль сварных соединений вне зависимости от места проведения проверки. Так что рекомендуем изучить, как использовать в своей практике различные приборы.
Для этого почитайте ГОСТы или любые другие нормативные документы. В них четко описан порядок проведения контроля качества с применением различных приспособлений.
Акт визуального осмотра сварных швов. образец и бланк 2018

Контроль за сварными швами является необходимой частью допуска различных конструкций до эксплуатации. Способы и результаты проверочных действий отражаются в специальном акте.
ФАЙЛЫ
Скачать пустой бланк акта визуального осмотра сварных швов .docСкачать образец акта визуального осмотра сварных швов .doc
Как производится проверка сварных швов
На самом деле для исследования сварных швов могут применяться самые разные методы, например, ультразвуковой, магнитный, химический, капиллярный и другие высокотехнологичные способы. Однако классический, по сей день актуальный и востребованный – обычный визуальный осмотр.
Его цель: убедиться в том, что шов качественный, хорошо проварен, не имеет подрезов, наплывов, прожогов, чрезмерной чешуйчатости и других изъянов.
Преимущества этого вида исследования вполне очевидны: он не требует больших затрат, при этом доступен и достаточно информативен, но наряду с этим существуют и свои минусы: субъективность обследования, невысокая достоверность, возможность исследовать только видимую часть шва.
Визуальный осмотр может проводиться как невооруженным глазом (обычно, если речь идет о крупных, хорошо просматриваемых швах), так и при помощи различных приспособлений, таких как линзы, микроскопы, эндоскопы, дефектоскопы и т.д.
Они используются для выявления мельчайших скрытых дефектов, которые сложно обнаружить при простом осмотре внешней стороны сварного шва (например, микроскопических трещин, забоин, расслоения, изломов и т.д.).
При этом существуют приборы, которые предназначены только лишь для использования в лабораториях и те, которые можно применять «в полях».
Последние способны выдержать любые температурные и погодные условия (в том числе такие, которые имеют повышенный коэффициент радиационной, химической, бактериологической и т.п. опасности для человека).
Зачем нужна проверка сварного шва
Цель такого глубокого обследования вполне очевидна: как правило, любые конструкции, при которых используется сварка, предназначены для выдерживания определенной, достаточно серьезной нагрузки (особенно это касается строительных сооружений). И любое отклонение от технических норм, произошедшее при их изготовлении грозит тем, что конструкция не выдержит и сломается, что в свою очередь может привести не только к финансовым потерям, но и к угрозе жизни и здоровью людей.
https://www.youtube.com/watch?v=5YCmQDaMUqg
Зачастую сварные швы проверяются не только после изготовления конструкции, но и в процессе ее эксплуатации – это связано с тем, что они могут подвергаться коррозии и другим неблагоприятным воздействиям.
Также регулярные проверки необходимы при наплавке нескольких слоев на изношенную конструкцию, при этом контролируется каждый выполненный слой, измеряется длина шва, толщина основного металла, и эти данные сопоставляются с установленным нормативом для этого участка с учетом его нагрузки.
Периодичность проверок определяется нормами законодательства, а также внутренними нормативно-правовыми актами компании.
Своевременные и качественные визуальные осмотры дают возможность обнаружить разрушение шва как можно раньше, а также понять причины и найти способ для их устранения.
Кто осуществляет осмотр и составляет акт
Первоначальную проверку качества шва делает сам сварщик, который его выполнил. Дальнейший контроль осуществляется другими работниками: например, начальником участка, инженером и т.д.
Важно, чтобы данные лица обладали нужными знаниями по технике визуальной проверки сварных швов, а также были снабжены необходимыми приборами и приспособлениями.
Также они должны иметь представление о том, как сформировать акт визуального осмотра сварных швов.
Формат акта
Сегодня единый стандарт акта отсутствует, что обозначает, что делать его можно в произвольном виде. Однако, если внутри организации есть свой шаблон документа, который разработан и утвержден руководством, то использовать следует именно его. Хорошо, если формат акта будет указан в учетной политике предприятия.
Особенности оформления акта визуального осмотра сварных швов
В отношении оформления акта также никаких требований не выдвигается, то есть его можно писать от руки или набирать на компьютере, для него подойдет бланк с фирменным логотипом и реквизитами и обыкновенный листок бумаги. Единственное: если был сделан электронный бланк, то его следует распечатать для простановки в нем подписей ответственных лиц. Акт делается в одном оригинальном экземпляре, которому обязательно присваивается номер.
Регистрация и хранение акта
Сведения об акте обязательно должны быть внесены в специальный журнал учета, в котором достаточно сделать отметку о его номере и дате создания. Период хранения готового акта определяется администрацией предприятия индивидуально, исходя из норм, установленных законодательством, а также внутренних потребностей компании.
Акт должен храниться в отдельной папке либо в структурном подразделении, в котором он был сформирован, либо в архиве организации.
Образец акта визуального осмотра сварных швов
Если вам понадобилось составить акт осмотра сварных швов, который вы ранее никогда не делали, воспользуйтесь приведенным ниже образцом и прочитайте комментарии к нему – они помогут вам сделать требуемый документ без ошибок и неясностей.
- Первым делом внесите в акт наименование предприятия, затем присвойте документу номер, укажите дату и место его создания.
- Далее впишите в акт должности, ФИО работников, которые производили осмотр сварного шва (если это представители разных предприятий, укажите названия каждого из них).
- После этого переходите к основной части: включите сведения об исполнителе работ: должность, ФИО, затем внесите сюда данные о сварных швах, которые были обследованы: их номер, марку стали и прочее идентификационные значения.
- Укажите приборы и приспособления, которые были использованы в ходе проверки, все примененные методы, их результаты, а также дайте рекомендации по дополнительным способам обследования.
- В конце обязательно подведите итог текущему контролю, поставьте подписи.
Акт визуального и/или измерительного контроля качества сварных швов в процессе сварки соединения сварной конструкции (рекомендуемая форма)
Приложение Ж к Инструкции по визуальному и измерительному контролю (рекомендуемое)
АКТ No. _____ от __________ визуального и/или измерительного контроля качества сварных швов в процессе сварки соединения ______________________________________________________________________ (наименование изделия и номер соединения) 1.
Настоящим актом удостоверяется факт выполнения сварщиком ______________________________________________________________________ ф.и.о., клеймо _______________________ соединения _________ (см.
сварочный формуляр), тип (типы) соединений выполненного _________________________________________________________ указать способ сварки и положение в соответствии с требованиями технологии сварки ______________________ ______________________________________________________________________ указать шифр технологии и недоступного для контроля __________________________________________ указать способ контроля, предписанный ______________________________________________________________________ конструкторской документацией 2. При послойном визуальном и измерительном контроле с оценкой качества по нормам _____________________________________ для категории ______________________________________________________________________ (шифр или наименование НД) установлено, что сварное соединение признано годным и соответствует требованиям __________________________________________________________ (указать НД или конструкторскую документацию) Контроль выполнил: ___________________________________________________ Уровень квалификации, Фамилия, инициалы, подпись No. квалификационного удостоверения Руководитель работ по визуальному и измерительному контролю: ____________________________________________________________ Фамилия, инициалы, подпись Примечание. Акт составляется на каждую сварную конструкцию (соединение или группу соединений), подвергнутое контролю в процессе сварки. Требования к оформлению «Протокола размеров _____________» (изделие) Протокол размеров оформляется только в том случае, когда это указано в НД или ПКД на контролируемое изделие. Протокол размеров изделия (таблица) должен содержать фактические размеры изделия, выполненные в определенных сечениях, которые задаются «Схемой измерений ____________». Форма Протокола размеров определяется (изделие) при проектно-технологической подготовке контрольных работ. Протокол подписывается лицами, выполнявшими измерения, и руководителем работ по визуальному и измерительному контролю с указанием фамилии и инициалов.
Как правильно составить акт визуального осмотра и контроля сварных швов? Необходимые сведения для внесения

Необходимость качественной визуальной проверки и контроля сварного соединения объясняется тем, что в большинстве своем любые механизмы и конструкции, при которых применяется сварка, предназначены для выдерживания большой нагрузки.
Для чего необходима проверка сварного шва
Сварочные соединения широко применяются в строительстве, в изготовлении прочных металлоконструкций, поэтому малейшее отклонение от технических норм, случившееся при их создании, может нести существенные риски.
Если сварочные швы не справятся с нагрузкой, и конструкция сломается, произойдут не только неизбежные финансовые убытки, но и человеческие жертвы как на этапе строительства, так и при введении конструкции в эксплуатацию.
Зачастую сварные соединения проверяют уже в процессе эксплуатации конструкции. Такая необходимость обусловлена тем, что швы в зависимости от условий эксплуатации могут подвергнуться коррозии и другим неблагоприятным воздействиям.
Своевременные проверки особенно требуются в случае, когда на старые изношенные трубы или конструкции наплавляются слои. В этой ситуации проводится осмотр и проверка каждого нанесенного слоя, замеряется толщина металла, длина соединительного шва, а все полученные данные сопоставляются с установленным нормативом для данного участка с учетом его нагрузки.
https://www.youtube.com/watch?v=kwu8m2NP9BM
Регулярные проверки и качественно проведенные визуальные осмотры помогают вовремя обнаружить повреждения шва, в кратчайшие сроки устранить дефекты, а также понять, в чем причина разрушения, и найти способы устранения и дальнейшего предупреждения повреждений.
Кем и как проводится визуальный осмотр, и составляется акт
После проведения работы изначальную проверку качества шва осуществляет специалист-сварщик, который и выполнил данное соединение. После первичной проверки контроль осуществляется другими техническими специалистами: например, прорабом-начальником участка, инженером и т. д.
Очень важно, чтобы специалисты, осуществляющие контроль, владели необходимыми знаниями по технике визуальной проверки сварных соединений. В распоряжении работников должны быть необходимые инструменты и приспособления. Кроме того, они должны знать, как правильно оформляется акт визуального осмотра сварных соединений, и составить его в соответствии с регламентом.
Таким образом, визуальный контроль проводится в соответствии со следующим алгоритмом:
- Визуальный контроль. Предварительная проверка соединения на наличие коррозии и возможных дефектов с осуществлением простейших измерений: ширина, толщина шва и пр.
- Контроль качества сварных соединений. Контроль качества осуществляют для того, чтобы получить точные параметры наружных дефектов (после заключения акта о предварительном осмотре), в процентном отклонении от допустимого стандарта измеряется размер повреждений сварных швов.
- Детальное (инструментальное) обследование швов и фиксация результатов. На данном этапе проверяют глубинные дефекты и применяют ультразвуковой контроль сварных соединений.
Специалисты, осуществляющие визуальный контроль сварных соединений, используют несколько видов приборов и инструментов.
Необходимые приборы
Для осуществления контроля в различных условиях работы необходимые следующие приборы:
- Приборы цехового назначения. Такие инструменты могут работать при температуре +5 °С до +20 °С при нормальном атмосферном давлении и умеренной влажности.
- Приборы полевого использования. Такие приборы могут работать в диапазоне температур от -55 °С до +60 °С, выдерживают умеренную тряску и осадки.
При осуществлении измерительного контроля применяют следующие инструменты:
- измерительные лупы;
- угольники поверочные;
- угломеры;
- штангенциркули и штангенглубиномеры;
- щупы;
- измерители стенок труб и толщиномеры;
- микрометры;
- калибры;
- рулетки, линейки;
- специальные шаблоны и т. д.
Как правильно оформить акт визуального осмотра сварных швов
В настоящее время акт визуального осмотра составляется в произвольном виде. Его оформляют на основании шаблона, который разрабатывается и утверждается организацией, проводящей работы.
Порядок оформления
Акт может быть составлен от руки или распечатан на принтере, для оформления акта можно воспользоваться бланком с фирменным логотипом организации и ее реквизитами, допускается и использование простого листа бумаги.
В обязательном порядке акт должен быть заверен подписями ответственных лиц, а составляется он всего в одном оригинальном экземпляре и получает уникальный номер.
Все данные об акте регистрируются и вносятся специальный журнал учета, в котором проставляется отметка о номере документа и дате его создания. Акт должен храниться в соответствии с нормативно-правовыми актами и правилами организации, хранят его в отдельной папке в архиве компании.
Сведения, которые должны быть занесены в акт
Несмотря на то что законодательством не регулируется четкая форма составления акта, есть некоторые сведения, которые должны быть зафиксированы в нем в обязательном порядке:
- В начале документа записываются наименование организации, дата создания акта.
- Прописываются должности и данные специалистов, которые производили осмотр сварного соединения.
- В основной части акта вносятся данные об исполнителе работ: должность специалиста, ФИО. Также в основную часть документа прописываются сведения об обследованных сварных швах: их номера, марку стали и пр.
- Вписываются все инструменты и приборы, которые применялись при осмотре и контроле, прописываются все примененные методы, результаты осмотра и проведенных работ, даются краткие рекомендации по методам проведения контроля и осмотра.
- Подводятся итоги проведенного осмотра и контроля, проставляются подписи ответственных сторон.
Образец оформления акта
Способы контроля качества сварочных швов

Качество сварочных работ и сварных соединений сильно влияет на прочность конструкций или герметичность резервуаров. Несоответствие сварных швов заданным характеристикам приводит к разрушениям конструкций с катастрофическими последствиями, то же относится и к системам, работающим с сосудами и трубопроводами под давлением.
Поэтому после сварочных работ в обязательном порядке готовое изделие подвергают испытаниям и контролю на предмет обнаружения дефектов в сварных соединениях.
Все процедуры по контролю над качеством сварки определены ГОСТом или руководящими документами. В них также указаны допустимые нормы погрешностей. После испытаний составляется акт и протоколы с результатами измерений.
Методы проверки
Контроль качества сварочных работ, выполняемых на производстве, может быть разрушающим и неразрушающим. Первые методы используются выборочно. Проверяется одно или несколько изделий из большой партии, или часть металлоизделия в строительной конструкции.
https://www.youtube.com/watch?v=tzSKrV9-WhY
Оно проверяется по различным параметрам определенным протоколом испытаний. Но главным образом используют специальные приборы или материалы позволяющие проверить качество сварных соединений без разрушения конструкции.
Основными способами неразрушающего контроля качества сварки являются:
- визуальный;
- капиллярный;
- проверка на проницаемость;
- радиационный;
- магнитный;
- ультразвуковой.
Имеются и другие способы и виды контроля качества сварки, но в силу своей специфики они не получили распространения.
Проверка состояния сварных швов не является одноразовым актом, это результирующий этап, который показывает, как работает система контроля качества на предприятии.
Для минимизации дефектов сварочных соединений проводят операционный контроль работ. Регулярно проводится аттестация, на которой комиссия сначала дает разрешение на сварку контрольного соединения. При прохождении сварщиками этого испытания проверяются теоретические знания.
Перед началом работ проверяется квалификация сварщика, у него должно быть удостоверение на право сваривания определенных марок стали и наряд-допуск.
Инженер по сварке и контролер из службы техконтроля проверяют качество сборки, состояние кромок, работоспособность сварочного аппарата, контролирует температуру прогрева, если это предусмотрено нормативно-технической документацией.
Контроль качества сварочных материалов осуществляется с момента поступления их на предприятие и до использования на сварочном посту. Проверку электродов проводят на каждом этапе хранения и использования, при необходимости их прокаливают.
При непосредственном проведении работ проверяют, какой режим сварки используется, дуговая сварка, аргонодуговая или иной вид сварки. Проверяют порядок наложения швов, размеры слоев и всего соединения.
Если предусмотрены специальные требования в проектно-технической документации, то и их реализацию. По завершении сваривания проверяет наличие клейма сварщика.
Внешний осмотр
Любая проверка качества сварных швов начинается с визуального контроля. Осматривают все 100% сварных соединений. Сначала проверяют геометрию и форму шва.
Визуальный контроль помогает выявить, наряду с наружными, часть внутренних изъянов. Так, переменные по габаритам валики швов и неравномерные складки говорят о непроварах, возникающих из-за частых обрывов электрической дуги.
Перед началом работ со сварных соединений удаляют шлак, окалины прочие загрязнения. Чтобы лучше можно было разглядеть дефекты, швы обрабатывают азотной кислотой (10%). Это придает матовость шву, что облегчает поиск изъянов.
После обработки кислотой необходимо провести тщательную протирку спиртом, чтобы предупредить ее вредное влияние на сплав.
Для повышения качества проверки можно использовать фонарь и оптическую лупу. Для контроля геометрических размеров применяют штангенциркуль и шаблоны.
Капиллярный метод
Данный способ контроля использует свойство жидкости затягиваться в очень мелкие капилляры. Быстрота и степень проникновения внутрь материала связана с его смачиваемостью и диаметром капилляров. Больше смачивается сплав и тоньше капилляры – глубже проникает жидкость.
Капиллярный способ контроля качества шва позволяет иметь дело не только с любыми металлами, но и с керамикой, пластмассой, стеклом. Главное его применение связано с проявлением внешних изъянов, которые невозможно или трудно определить невооруженным глазом. Иногда, используя, к примеру, керосин, можно обнаружить сквозные дефекты.
Способ очень простой, работает со времен возникновения потребности проверки сварочных швов. Для него даже разработан специальный ГОСТ 18442-80.
В капиллярном методе контроля качества сварки используют пенетранты – вещества, имеющие малое поверхностное натяжение и сильный цветовой контраст.
Проникая в дефектные зоны, и подсвечивая их, пенетранты визуализируют изъяны сварки. Их делают на основе воды, керосина, масла для трансформаторов и прочих жидкостей.
https://www.youtube.com/watch?v=GUqgfPRdHik
Наиболее чувствительные пенетранты могут проявить дефекты диаметром от 0,1 микрона. Капиллярный метод контроля качества сварки эффективен для дефектов до 0,5 мм шириной. При больших диаметрах пор или трещин он не работает.
Способ с применением пенетрантов заключается в очистке поверхности, нанесении контрольной жидкости и проявлении изъянов. Очень эффективен способ контроля сварных соединений с помощью керосина.
Несмотря на разнообразные приборы контроля качества сварки, проверку этим способом используют до сих пор. С одной стороны наносят раствор мела, дают время для сушки, затем с другой стороны шов смазывается керосином. Бракованные места проявляются через несколько часов в виде темных пятен.
Проверка сварных соединений на проницаемость
В случае применения сварки при изготовлении резервуаров требуется контроль герметичности. Для этого проводят испытания на непроницаемость соединений. Контроль качества проходит с применением газов или жидкостей.
Суть метода основана на создании большой разности давлений между наружной и внутренней областью емкости. При сквозных изъянах в сварном шве жидкость или газ будут переходить из области с высоким давлением в область с низким давлением.
В зависимости от используемого вещества и способа получения избыточного давления контроль проницаемости осуществляют пневматикой, гидравликой или вакуумом.
Пневматический способ
Применение пневматического метода контроля качества сварки требует накачивания резервуара каким-либо газом до давления величиной 150% от номинального.
Затем все сварные швы смачивают мыльным раствором. В местах протечек образуются пузыри, что очень легко фиксируется. Для лучшей визуализации используют добавку аммиака, а шов покрывают бинтом пропитанным фенолфталеином. В местах протечек появляются красные пятна.
Если нет возможности накачать емкость, то применяют способ обдува. С одной стороны шов обдувается под давлением не менее 2,5 атмосферы, а с другой обмазывается мыльным раствором. Если имеется брак, то он выявится в виде пузырьков.
Гидравлический способ
При гидравлическом способе контроля качества сварки проверяемая емкость заполняется водой или маслом. В сосуде создается избыточное давление, которое больше номинального в полтора раза.
Затем в течение определенного времени, обычно 10 минут, область вокруг шва обстукивают молотком со скругленным бойком. При наличии сквозного дефекта сварки появится течь. Если избыточное давление невелико, то время выдержки резервуара увеличивают до нескольких часов.
Магнитная дефектоскопия
Явление электромагнетизма используется в магнитных дефектоскопах. Каждый металл имеет свою степень магнитной проницаемости. При прохождении через неоднородные материалы магнитное поле искажается, что говорит о присутствии инородных элементов внутри структуры.
Это используется в приборе для контроля качества сварки. Он вырабатывает магнитное поле, которое проникает в исследуемый металл. Неоднородности фиксируются магнитопорошковым или магнитографическим способом.
В первом случае на сварной шов наносят ферромагнитный порошок. Там где происходит скопление порошка вероятнее всего непровар, нет сплошного соединения. Порошок может быть сухим или влажным, с примесью масла или керосина.
Во втором случае на шов накладывают ферромагнитную ленту. Затем ее пропускают через прибор, где анализируют все аномалии, зафиксированные на ленте, и определяют дефекты сварки.
Магнитный способ контроля качества имеет ограничения, связанные с самим принципом действия прибора. Он может проверять качество сварных соединений только ферромагнетиков, к которым некоторые стали и цветные металлы не относятся. Соответственно, такой способ контроля имеет ограниченное применение.
Ультразвуковая дефектоскопия
Для контроля качества сварки применяют ультразвук. Принцип действия аппарата основан на отражении ультразвуковых волн от границы соединения двух сред с различными акустическими свойствами.
https://www.youtube.com/watch?v=AyaKgG4Qkhg
Датчик и излучатель плотно прикладывают к исследуемому материалу, после чего устройством вырабатывается ультразвук. Он проходит через весь металл и отражается от задней стенки, возвращаясь, попадает на приемный сенсор, который в свою очередь преобразует ультразвук в электрические колебания. Прибор представляет полученный сигнал в виде изображения отраженных волн.
Если внутри металла присутствуют какие-нибудь изъяны, датчик зафиксирует искажение отраженной волны. Опытным путем установлено, что различные дефекты сварки по-разному себя проявляют на ультразвуковом дефектоскопе. Это позволило провести их классификацию. При соответствующем обучении специалист может точно определить вид брака в шве.
Способ контроля качества сварных соединений ультразвуком широко распространился благодаря простоте и удобству применения, относительно недорогому оборудованию, безопасности использования по сравнению с радиационным методом.
Минусом способа является трудность расшифровки графического изображения. Контроль качества соединения может сделать только сертифицированный специалист. Его проблематично использовать для контроля крупнозернистых металлов типа чугуна.
Радиационный метод
Для контроля качества сварки используют радиационные методы и устройства. По сути это тот же рентгеновский аппарат, используемый в больницах, или прибор с источником гамма-излучения, приспособленный для облучения сварных соединений.
Он основан на способности этих лучей, проникать через любые материалы. Интенсивность проникновения зависит от вида исследуемых веществ. Благодаря этому на фотопленке, стоящей за исследуемым изделием, остается изображение, характеризующее состояние данного материала.
Все дефекты сварки в виде неоднородностей выявляются на пленке. Метод контроля очень точный, но дорогой и вредный для людей, требует подготовительных работ по установке защитных экранов и проведения организационных мероприятий.
Оформление документации
Для проведения сварки предусматривается специальный журнал. Он является первичным документом, оформляющийся по требованиям СНиП. Проектная организация составляет перечень узлов в металлоконструкции, которые необходимо сдать заказчику с оформлением сварочных документов.
Помимо журнала, сварочные работы сопровождает схема стыков, прилагаются сертификаты на расходные материалы (электроды, флюс или присадочную проволоку) и акты по контролю качества снаружи изделия.
Если проводились ультразвуковые или иные специфические исследования, то результаты и заключения по ним также прилагаются.
Все это позволяет говорить о качестве сварке и надежности конструкции. Только после сдачи в полном объеме сварочной документации производятся дальнейшие процедуры по принятию металлоконструкций объекта.
")
")



 документов из библиотечного фонда")
. Унифицированная форма № ОС-1б")